

















Why Extraction Arms Are Preferred?
Extraction arms are the name given to suction apparatus that can move and allow operators to work flexibly. It usually consists of a suction hood,

Whether it is industrial production or not, there are moments in every sector where the planned activities do not take place within the desired time interval. In industrial operations, this is a certain period of time when the production process machines or equipment such as compressed air compressor and dust collection system required for the operation of these process machines cannot be used. In industrial facilities, this situation is called “interruption”. Planned interruptions are implemented for routine maintenance and have a place in production planning. Unplanned interruptions are called “Malfunction”. In case of malfunction, high costs are incurred due to both the direct costs of the equipment that fails (spare parts, parts that need to be changed, repair work, etc.) and loss of production.
It is not very realistic to expect a production facility to have no uninterrupted production. In production facilities, the goal of maintenance teams is to stop production only with planned interruption. However, malfunctions also appear as the facts of life.
1. PLANNED INTERRUPTIONS: ROUTINE MAINTENANCE PROCEDURES
Maintenance teams in industrial facilities are responsible for timely and accurate routine maintenance. Maintenance teams make routine maintenance plans on a weekly, monthly, quarterly, and/or yearly basis. During routine maintenance, it is determined when and for how long the production will be shut down. In this way, it has been planned how the purchasing, warehouse, sales, and marketing teams will act in this process. For this reason, routine maintenance operations, called planned interruption, do not pose a major problem for factories.
Planned routine maintenance operations are also “Predictive Maintenance” activities. Predictive maintenance means identifying potential failure points before a machine or a process goes into malfunction and taking necessary measures within the planned maintenance period. In other words, planned maintenance is indispensable activity to prevent or minimize unplanned breakdowns.
2.UNPLANNED INTERRUPTIONS: MALFUNCTIONS
Unplanned interruptions called “Malfunctions”, happen unexpectedly and are a nightmare for production facilities. Malfunctions are rabbits that come out of the hat, causing disruption to company operations. Failure to fulfill the order on the promised date to the customers has a series of dire consequences, such as disruption of the raw material supply chain, and the cessation of connected processes.
Although managers make an estimate in their annual plans for unplanned interruptions, it may be necessary to deviate and update company targets depending on the situation of the malfunctions. This creates a serious operational workload, especially on the management floor. Managers can use various sectoral researches for these breakdown predictions and find more accurate targets about downtime. The most important goal of maintenance managers is to contribute to the operational efficiency of companies by keeping planned and unplanned interruptions within or even below annual targets.
Maintenance managers work closely with different departments to achieve these goals. Especially in new equipment investments, it works very closely with the purchasing and investment department to control the reliability, ease of maintenance, and quality of the equipment to be purchased. Maintenance teams suffer the most from situations where poor quality, constantly failing equipment is purchased, because they cannot achieve the department targets due to this equipment and they are held responsible by their managers. Some malfunctions can only be rectified by the manufacturer. For this reason, not only the quality and reliability of the equipment but also the fast service capability of the company working with are effective in the purchasing decision of the companies and the general performance of the maintenance teams.
3. PLANNED AND UNPLANED INTERRUPTIONS ARISING FROM DUST COLLECTING UNITS
In many production facilities, dust collection and fume extraction systems are an integral part of the production process. In other words, if the dust collector does not work, in many production processes, production stops. The fact that a dust collection system is an integral part of the production process is valid in the following situations;
1. If the dust is not removed from the system in the production process, the quality and functionality of the product will deteriorate. (In many grinding and mixing applications, sand preparation plants etc.)
2. If the dust is not removed from the system in the production process, the system fails (CNC Laser Cutting systems etc.)
3. Processes in which dust discharge from the stack is a problem, even for a short time (companies in OIZs, facilities where dust discharge is not allowed even for a short time, etc.)
Traditionally, the most commonly used dust collection unit type is jet-pulse bag filters. Jet-Pulse bag filters clean the polluted air that comes to them with dust or fume transport ducts. In Jet-Pulse automatic cleaning bag filter units, the filters are cleaned automatically with compressed air at certain intervals or depending on the filter clog level. Jet-Pulse is the universal name for automatic cleaning with compressed air. Thanks to this technology, the filters are periodically cleaned automatically and the frequency of maintenance on the filter unit is significantly reduced. However, bag filters need replacement when they reach a certain saturation or encounter adverse conditions (abrasion, temperature fluctuation, or faulty design) that may damage the bag filters.
Changing bag filters is a dirty process that requires a lot of labor and therefore labor cost. The most important reason for this is that bag filters need an external “filter cage” in order to work properly. In bag filter replacement, it is necessary to remove the filter cage, which can be up to 6 meters long, and then remove the bag filter. This period may exceed 24 hours, depending on the design of the filter unit and the number of bag filters. This period is a long time even for planned interruption and may cause the production process to be down for about 1.5 – 2 days. This situation is much more problematic during unplanned breakdowns because downtime can take much longer, especially when bag filters are not in stock. On top of that, considering the costs incurred due to penalties and loss of production as a result of the delay of the order promised to the customer, the total cost maybe even more than $ 200,000.
3 A. HOW CAN WE REDUCE SERVICE TIME?
Unfortunately, there is no single magic formula to reduce the duration of planned and unplanned outages. The first thing to be considered in this regard is to work with a supplier whose technical expertise is trusted during the initial investment and produces high-quality products with high service capability. Even if such a supplier seems to be costly at first glance, considering the total purchase cost, it will be much more economical than low-quality and cheap companies.
In an existing dust collection system, the actions that can be taken are more limited. The goal to be achieved here is to increase filter life while reducing the effort and labor required for filter replacement. In other words, it is to be in a position to change filters more easily and faster and to change filters less frequently. Fortunately, advancing technology has developed a great solution to eliminate this problem: Pleated Bag Filters!
3.A.1 WHAT IS A PLEATED BAG FILTER?
Pleated bag filters are a unique technology that combines the ability of bag filters to work in the most challenging and dusty environments with the easy-to-clean feature of cartridge filters to obtain a much higher surface area in a single filter. In this way, pleated bag filters can have 4-6 times more filter area than traditional bag filters.
Spunbond Non-Woven Polyester technology used in pleated bag filters enables high filtration efficiency and easy cleaning. Technologies such as ePTFE membrane that can be processed on this filter media, or PTFE coating helps to extend the life of the filter even more. The most important feature that distinguishes pleated bag filters from cartridge filters is the pleat depth. Since pleated bag filters do not have as deep pleats as cartridge filters, they can be cleaned by specially designed and developed jet-pulse systems. So how can pleated bag filters reduce planned and unplanned downtime?
In order to understand this issue, it is necessary to go over a few terms first.
Filtration Speed (Air-To-Cloth Ratio): Filtration speed is the most important factor determining filtration efficiency and filters total pressure loss. In other words, the maintenance frequency for filter units with a low filtration speed is much less when its compared to filter units with a high filtration speed.
Can Velocity: Can Velocity indicates how strongly the dirty air is pulled up against the force of gravity inside the unit. Air carrying dirty particles at high rising speeds can adhere directly to the filter surface without being affected by gravity. Thus, the dirty air load on the filters will increase. However, at low can velocity, the dust may fall directly into the hopprt without sticking to the filter surface.
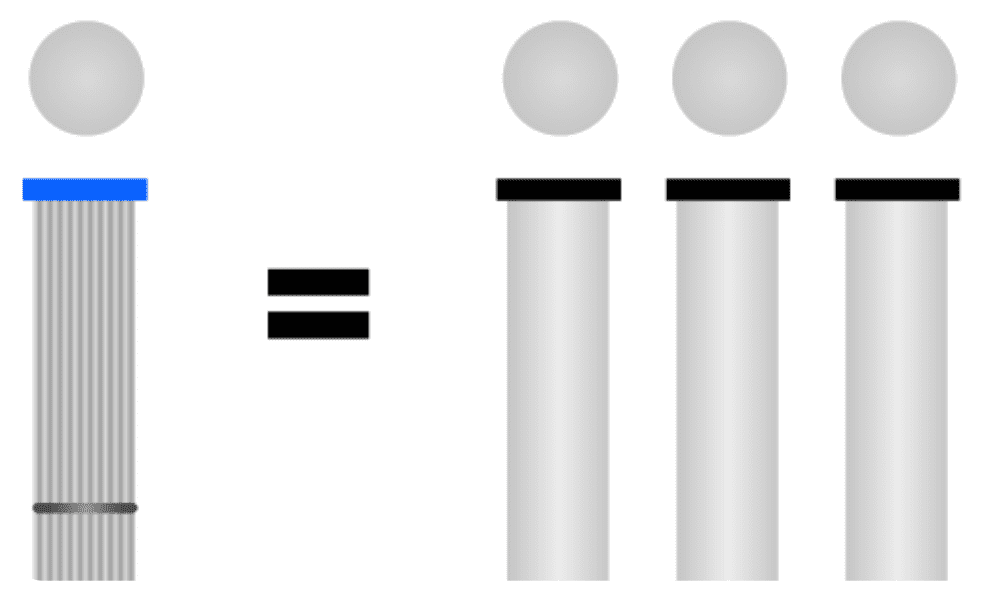
The Relationship Between Filter Length and Can Velocity: As mentioned above, when dirty air enters the filter unit, it can fall directly into the hopper by gravity before sticking to the filters. However, this is sometimes possible after 1-2 meters rise in the unit. In 2 different scenarios with the same can velocity, it is not surprising that less dust will adhere to 2 mt pleated bag filters compared to 4 mt bag filters.
When traditional bag filters are replaced with pleated bag filters, 3 factors reduce service time;
1. Higher filtration area and lower filtration speed
2. Reduced filter height
3. Fast filter replacement capability
Let’s examine a simple comparison chart for a clearer understanding of the subject.
| Traditional Bag Filters | Pleated Bag Filters | |
| No of Bags | 200 pcs | 200 pcs |
| Bag Diameter | Ø160 mm | Ø160 mm |
| Bag Length | 4.000 mm | 2.000 mm |
| Total Filtration Area | 400 m² | 1.200 m² |
| Air Flow Rate | 36.000 m³/h | 36.000 m³/h |
| Air-to-Cloth Ratio | 1,5 m³/m²/min | 0,5 m³/m²/min |
When you examine the table above, 3 basic values stand out; bag length, total filtration area, and air-to-cloth ratio. The shortening of the bag length allows gravity more time for the dirty air to fall into the hopper before it reaches the filter. The higher filter area and lower air-to-cloth ratio ensure that filters are clogged later and naturally, the frequency of scheduled and unscheduled maintenance is reduced. Thanks to these, filters now clog later and require less frequent maintenance. So how is the maintenance time shortened?
Pleated bag filters, unlike traditional bag filters, have integrated cages. Thanks to these integrated cages, maintenance time is automatically reduced by 50%. In addition, it is much easier to replace 2,000 mm pleated bag filters than 4,000 mm long traditional bag filters. The time spent on both heavy and unbalanced filter cages is roughly 2 times the time required to replace light and more stable pleated bag filters.
4. CONCLUSION
As a result, when traditional bag filters are replaced with pleated bag filters (or when these products are used from the outset), planned and unplanned downtime is significantly reduced. The factors behind this are longer filter life due to the higher filter area / lower maintenance time due to less maintenance frequency and ease of maintenance.
Case Studies
Extraction arms are the name given to suction apparatus that can move and allow operators to work flexibly. It usually consists of a suction hood,

What is Dust Leak? Dust leakage problem, which is one of the most common problems in dust collection and filtration systems, is the leakage of

One of the most important issues in dust collection system design is the dust conveying velocity (in other words, in-duct velocity). It is necessary to
© 2017 - 2022 Bomaksan Industrial Air Filtration Systems. All Rights Reserved.