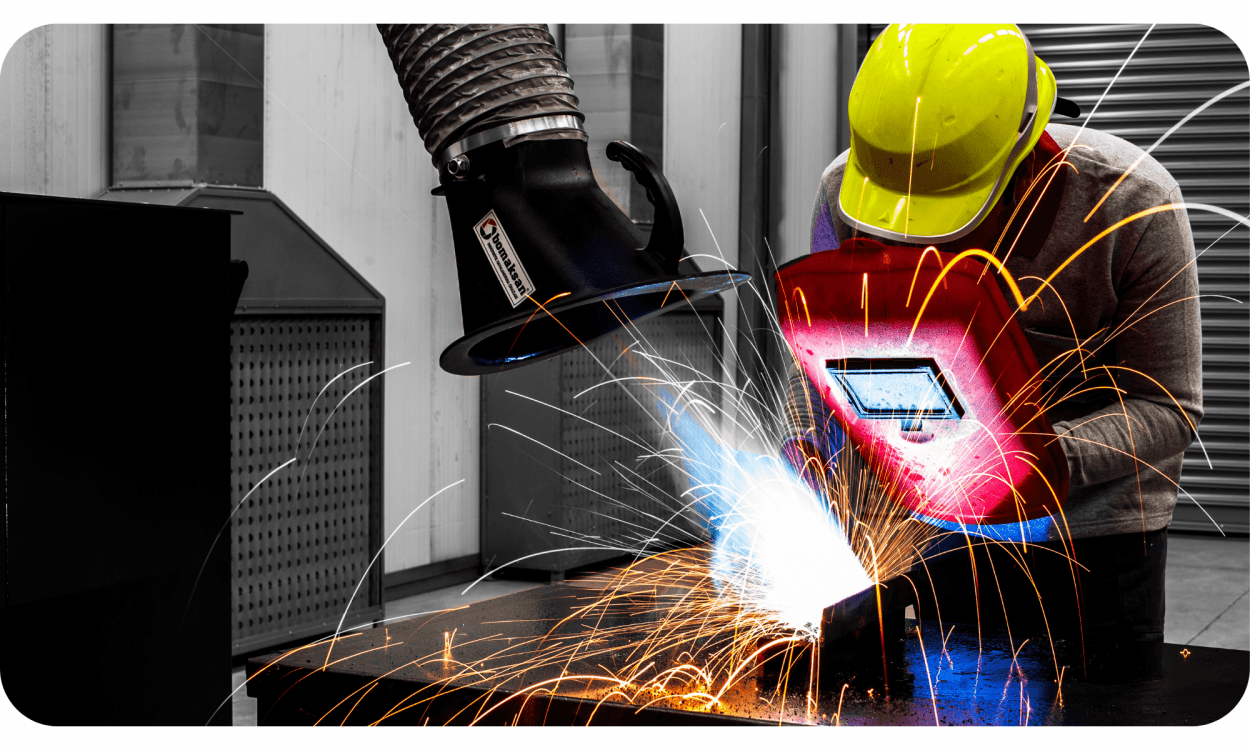
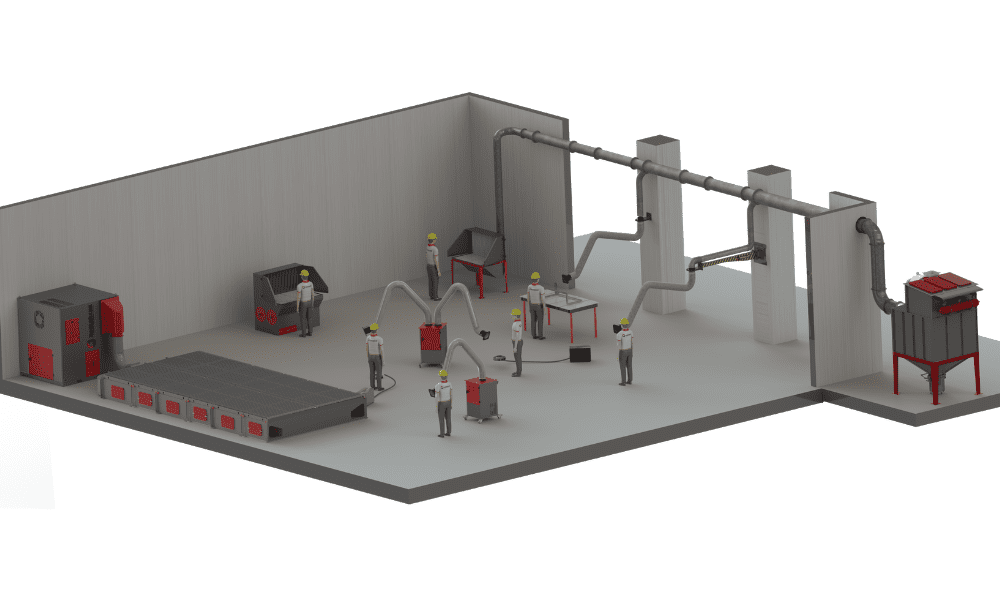
Bomaksan provides all in one Dust Collection and Fume Extraction Solution for Welding Processes
Welding of metals causes the generation of fume and fine particles harmful to health. If this fume and fine particles cannot be discharged from the working environment correctly, it causes an unhealthy working environment. Unhealthy work environments lead to production losses, inefficiencies, and employee unrest.
Companies, which do not increase precautions against occupational accidents and diseases are experiencing a shortage of qualified personnel and face lawsuits with serious consequences in the long term because of the increased awareness in recent years. Companies that take precautions against work accidents and occupational diseases at the highest level have increased productivity thanks to employee satisfaction as well as providing a sustainable production center.
Table of Contents
WELDING TECHNIQUES
Shielded Metal Arc Welding (SMAW)
It is a manual welding method in which the heat required for metal-metal welding is generated by the arc between a shielded electrode and the part being welded. Shielded metal arc welding is the most preferred welding method especially in the maintenance, repair, metalworking, and structural steel industry due to its many advantages.
Shielded metal arc welding is generally used in mild steel and stainless steel welding. However, this method can also be used in aluminum, nickel, and copper alloys.
The fume released during the shielded metal arc welding should be extracted from the source by a suitable extraction hood (Extraction Arm, Downdraft Benches etc.) and the operator should be prevented from being exposed to this fume and dust. Otherwise, the risk of occupational disease in the welding operator in the medium and long term is quite high.
Flux Cored Arc Welding (FCAW)
Flux cored arc welding is one of the most used techniques among metal welding. The biggest advantage of this welding type is that welding can be done continuously and quickly. The welding operator does not have to change the welding wire constantly. In this case, heavy welding fumes are released during welding. In this type of welding, the absorption of the welding fume and ventilation are very important. Arc welding with flux cored wire is quite similar to gas metal arc welding.
Arc welding with flux cored uses a core-filled tubular wire filled with elements that increase hardness and strength, increase corrosion resistance and stabilize the arc.
Typical base materials can include aluminum, calcium, carbon, chromium, iron, manganese, and other elements and materials. A gas or gas mixture can be provided externally for additional protection. This process is called gas shielded (FCAW-GS) and this method is always used in stainless steel welding.
During arc welding with flux cored a very dense smoke is produced. It is very important that this smoke is caught at its source and removed from the environment. Otherwise, it may create dense smoke that can affect not only the welding operator, but all employees in the work area. This situation considerably increases the risk of occupational disease in employees in the medium and long term.
Gas Welding (MIG & MAG)
Gas metal arc welding is widely used in sectors where versatility and speed are required, such as the automobile industry, machinery industry, manufacturing industry, sheet metal processing industry. Gas metal arc welding is a very suitable application for sheet metals and sheet metal-like metals.
The difference between MIG and MAG is the type of gas that protects the molten weld pool from oxidation. While argon is used as shielding gas in MIG type gas welding, carbon dioxide (CO2) is generally used in MAG type gas welding. The wire electrode is fed from a spool with a gas from the welding torch tip. In this way, it allows continuous welding such as cored wire welding. The gas creates a plasma to sustain the arc and passes the welding material from the electrode to the weld pool.
- TIG Welding
TIG welding uses argon or a similar inert gas as shielding gas, just like MIG, which is one of the under gas welding types. But unlike MIG, the electrode is made of tungsten and is not consumed during welding. If additional material is required in the weld, a separate filler is required, as in gas welding.
1.E. Plasma Source / Hand Plasma
Just like in TIG welding, in plasma welding or cutting, the arc is formed between an unwrapped electrode, which is usually tungsten, and the metal part being welded. In order to achieve the energy concentration required for plasma welding or cutting with this arc, the electrode tip is positioned inside the torch body and a gas is pumped from the inner nozzle around the tip. The gas pumped here is a different gas from the shielding gas. Since the arc can be compressed by the plasma flow, a high energy concentration is achieved with relatively low currents. This high energy concentration and high velocity of the plasma exiting the nozzles make metal cutting possible. Welding with this technique is also possible, using lower currents and an additional filler material.
Plasma Source / Hand Plasma cutting can also be quite dense depending on the thickness of the cut piece or the type of filling material. According to the practice, if possible, exposure of the welding operator to this smoke should be prevented by sucking from the source.
1.F. Submerged Arc Welding (CMT)
The most important feature of the submerged arc welding method is that the welding areas of the metals to be joined remain much colder than other welding types during this process. This low temperature joint helps to fabricate high quality welded joints. Also, thanks to this relatively low temperature joining, it allows for welding of Black Sheet – Aluminum and Black Sheet – Galvanized Sheet. This welding method is generally designed for robot-assisted applications.
The most important feature of the submerged arc welding method is that the welding areas of the metals to be joined remain much colder than other welding types during this process. This low temperature joint helps to fabricate high quality welded joints. Also, thanks to this relatively low temperature joining, it allows for welding of Black Sheet – Aluminum and Black Sheet – Galvanized Sheet. This welding method is generally designed for robot-assisted applications.
FORMATION OF WELDING FUMES
All welding methods cause varying amounts of fumes containing varying concentrations of hazardous materials. Hexavalent chromium Cr (VI), manganese, nickel and lead are high risk elements and cause serious damage to the human body in the short and long term.
Smoke is when particles of invisible size come together densely and become visible as a thin layer. In other words, the particles in the welding fumes are usually 0.01 – 0.1 μm in size, which means that the harmful particles contained in the welding fume are very easy to penetrate into the lungs. For this reason, welding operators should be careful not to inhale this fume during welding. Welding fumes affect not only welding operators, but also the life of production equipment and the quality of manufactured products. The sensitive electronic structure of welding robots, which have been used frequently in recent years, is also adversely affected by these fine particles and can take irreparable damage in the long term.
WELDING OPERATORS FACE SERIOUS HEALTH PROBLEMS DUE TO THE SMOKE ARISING DURING THE WELDING OPERATION.
WELDING FUME CONTENT
Welding fume, as we mentioned before, is a layer formed by the combination of small particles at a certain density and is mainly formed by the evaporation of the flux used to melt metal and metal. When this flux comes into contact with micro-sized air and begins to cool, the vapor formed condenses and reacts with oxygen to form fine particles. The smaller the particle size, the worse it affects human health and therefore increases the toxicity of the smoke. In addition to the damages of all these small particles, many welding applications produce various gases (usually carbon dioxide and ozone, but also other gases) that have proven to be dangerous for human health if the ventilation system (in other words, welding fume extraction) is insufficient. The Welding Fume Content is determined by the Consumable Material.
While 90% of the emitted smoke originates from the consumable material, the welded metal contributes very little to this harmful smoke.
Welding smoke contains all the elements and components in the consumable in different proportions. The proportion of components with a low melting point (volatile components) is higher in the weld fume, while the proportion of components with a high melting point is lower.
WELDING FUME EXTRACTION AND FILTRATION
In order for a welding fume extraction system or a dust collection system to work effectively, all components that make up the system must be selected and designed correctly. Otherwise, the system could be as powerful and effective as the weakest link of the components. Think of an antique 1940 vehicle. Even if we install the engine of a state-of-the-art sports car on this car, the maximum speed it can achieve depends on the vehicle’s wheels, clutch system, suspension and driver. As in this example, if your dust collection and fume extraction system does not have a properly designed and positioned suction hood and duct project, your dust collection unit cannot perform enough, even if it is the latest technology.
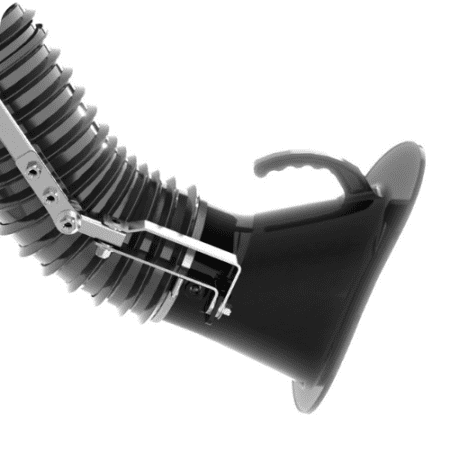
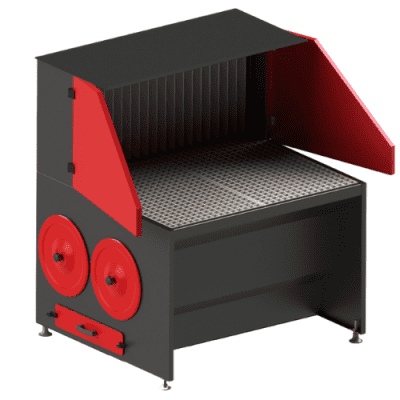
SELECTION OF SUCTION HOOD
The suction hood (Acrobat Arm, Suction Tables etc.) used during welding fume extraction is a very important component for a fume extraction system that works efficiently and protects employees. An unproperly designed suction hood cannot effectively capture welding fumes and prevent workers from being exposed to welding fumes. Again, a suction hood that is not positioned by experts will not work efficiently. For a system that can be created with much lower investment and operating costs, you may have to pay very high amounts and, moreover, constantly face the negative effects of this wrong solution on electricity bills. For this reason, working with experts in the Welding Fume Extraction and Filtration will return you both time and money.
For more detailed information on this subject, “How is the Performance of Dust Collection System Evaluated?” You can review our article.
After choosing the right designed and positioned suction hood, it is time to choose the right channeling project and application.
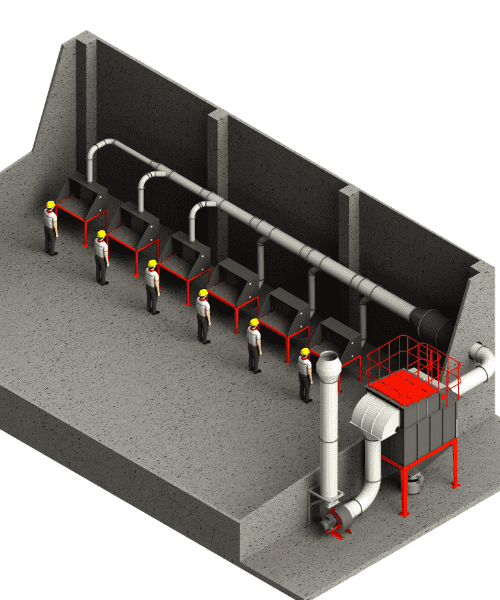
CHANNEL PROJECT
The ducting project directly determines the energy consumption of the suction fan. The suction fan should be designed to overcome all pressure losses on the system. Pressure losses are created by the suction hood, channels, filter unit and the fan itself. When the duct project is done by experts, the suction fan will consume energy at the optimum level and prevent you from wasting energy. For detailed information, you can review our “Correct Channel Project Makes Money” article.
When making a channel project, 2 issues are very important; duct material and dust / smoke transport rate. It is not recommended to use spiral clamped galvanized pipes in many dust collection projects. However, since the welding fume is a light and low abrasive pollution, there is no harm in using spiral clamped galvanized pipes in these projects. Choosing the correct dust / fume transport rate in welding fume application is critical for duct sizing. Dust / smoke transport speed is selected according to the welding type, the type of metal being welded and the working intensity. You can get support from Bomaksan clean air experts.
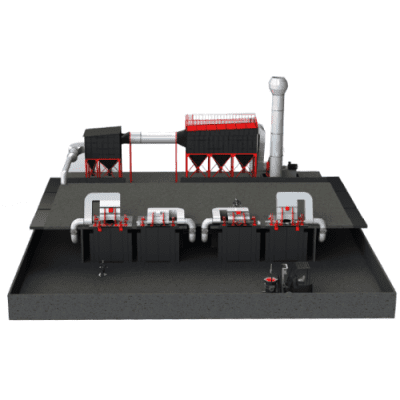
4.C. DUST COLLECTING UNIT
When you prepare the design and positioning of the suction hood and the duct project, you also determine the air flow capacity and pressure loss in front of the filter required for an effective and efficient suction. These 2 values are indispensable for choosing the right dust collector unit, but they are not enough to choose the most suitable dust collector unit for your process. When choosing a dust collector unit, you should also determine the following criteria;
1. Is the system set up for smoke emitted from the robot source or for smoke emitted from the manual source?
2. What is the resource type?
3. What is the type of metal being welded?
4. Does the dust collector have to move? (Mobile Filter or Central Unit?)
5. Are you going to place the dust collector indoors or outdoors?
6. Will the filtered air be discharged to the atmosphere or indoors?
7. Is it possible to collect the welding fume with suction hoods or will “Hallway Ventilation” products be used (Push-Pull or Air Towers)
By contacting our Bomaksan Clean Air Experts, you can get detailed information about the issues you should pay attention to while determining these criteria.
The filter media (the area where dust and fumes are kept in the dust extraction unit) plays a critical role in the efficient filtering of fumes released during the grinding application. In processes where the filter media cannot be selected correctly, undesirable consequences such as frequent clogging of the filters, high electricity consumption, frequent pauses of the grinding process may occur. Therefore, high quality filter media must be used.
In addition to the filter media, a good Jet-Pulse dust collector should have a highly efficient cleaning system, easy maintenance and universal spare parts. Bomaksan brand filter units are superior to other brands thanks to these superior features.
Bomaksan is the first and only local company in Turkey to receive a grant from TUBITAK by conducting R&D studies in order to increase the efficiency of Jet-Pulse cleaning systems in the field of Jet-Pulse Dust Collection.
As Bomaksan, we are aware of your desire to do your job perfectly. Excellence means both producing the best quality product, meeting the quality and deadline expectations of your customers and even exceeding them, creating a healthy and safe working environment and producing without harming the environment.
This is why your investment in Dedusting Systems and Clean Air is actually a direct investment you make to perfect your business.
Reliable Partner With 35 Years Of Experience!
ECO-Friendly Engineering Solutions.
Solutions For Safe Working Environments
Durable & Sustainable Solutions
Consult Our Clean Air Experts For A More Perfect Production Experience
You can leave your contact information for our Clean Air Experts to provide you with the best support.
You can leave your contact information for our Clean Air Experts to provide you with the best support.
We will try to answer you as soon as possible. In some cases, the response time may be 48 hours.
As a company, we know what we want and since we go with those demands, our supply-demand balance is well maintained. In this respect, Bomaksan is a signature brand. We found answers to all of our problems with need-oriented solutions and alternative approaches. Our satisfaction is always at the top as they do not compromise on fast service and product quality!
Mert EryılmazNETZSCH - Technical Manager
A brand that always meets our expectations with its product quality. It has always been able to please us with the feedback and reactions towards our requests. Its place in the sector is always special with its engineering services and solution-oriented working principles!
Hakan KaplanTrakya Döküm - Assistant Business Engineer
Communication and service quality is at the highest level in Bomaksan. Always a reliable and responsible company!
We would like to thank Bomaksan for not having any difficulties in communication with its timely service policy. We find answers to all our needs domestically, with the work they do globally!
Hüseyin MetinoğluAlbaksan A.Ş - Production Manager
Bomaksan succeeded in making a difference in the sector with its equipment and product quality. We have always received the best service with their quick reactions to our demands. Fast, reliable and solution oriented.